Сварочным трансформатором называют преобразователь сетевого напряжения, способный увеличить силу тока до нескольких тысяч ампер для сварки или резки металлов.
Особенности преобразования переменного тока в сварочной аппаратуре
Сварочные трансформаторы, нередко называемые «сварочниками», являются понижающими преобразователями напряжения, в которых сетевой вольтаж непосредственно в процессе электродуговой сварки понижается до рабочего напряжения, поддерживающего горящую дугу (обычно 60-80 вольт).
И хотя принцип работы сварочного оборудования ничем не отличается от классической схемы преобразования энергии переменного тока (см. рис. 1), цель понижения сетевого вольтажа совсем иная – добиться повышенной силы тока (то есть поднять ампераж сварочного тока).
Рис. 1 – схема преобразования переменного тока в трансформаторе:
- Поз. 1 – первичная обмотка с сетевым напряжением U1 =220/380 В;
- Поз. 2 – магнитный сердечник;
- Поз. 3 – вторичная обмотка, формирующая сварочный ток с напряжением U2.
Подводимый к первичной обмотке (поз. 1) сетевой ток возбуждает магнитный поток Ф в сердечнике (поз. 2), индуктирующий во вторичной обмотке (поз. 3) электродвижущую силу индукции и преобразующий сетевые параметры электроэнергии в рабочие параметры электродуговой сварки с регулируемым сварочным током. Поскольку выходное напряжение U2 ниже подаваемого сетевого U1 , число витков намотки на вторичной обмотке меньше, чем на первичной.
Конструкция сварочного аппарата
Главенствующую роль в сварочном аппарате выполняет понижающий трансформатор, создающий энергетические условия для проплавления рабочей зоны свариваемых деталей. Конструктивно это однофазное или трехфазное устройство, работающее в режиме, напоминающем короткое замыкание.
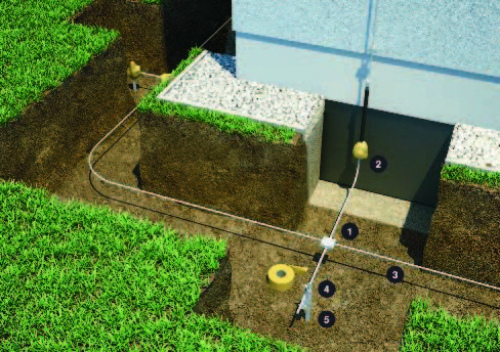
Для регулировки силы сварочного тока (чтобы не прожечь свариваемые материалы) во вторичной обмотке подключена реактивная катушка. На рис. 2 показана условная схема коммутаций в «сварочнике»:
- Поз. 1 – реактивная катушка РК;
- Поз. 2 – разъемный сердечник;
- Поз. 3 – основной сердечник;
- Поз. 4 – первичная обмотка;
- Поз. 5 – вторичная катушка;
- Поз. 6 – винтовой механизм.
Реактивная катушка РК (поз. 1) размещается на разъемном сердечнике (поз. 2) на его неподвижной части. Винтовым механизмом (поз. 6) осуществляется передвижение подвижной части сердечника относительно неподвижной с контролируемым изменением воздушного зазора δ между ними. Реактивная катушка создает добавочное индуктивное сопротивление. При увеличении воздушного зазора индуктивное сопротивление магнитной цепи падает, а величина тока возрастает, при уменьшении δ – ток будет снижаться. Контролируя визуально и механически (вручную) величину зазора между частями сердечника, сварщик имеет возможность регулировать значение тока при помощи рукоятки, выведенной на крышку корпуса.
Характеристики сварочной аппаратуры
Для проведения сварочных работ подбирается аппарат заводского исполнения либо из подручных материалов собирается сварочный трансформатор своими руками.
В число основных технических характеристик трансформаторов для сварки входят:
- Номинальный сварочный режим работы. Для его регламентирования используется коэффициент ПВ (продолжительность включения) или, что одно и то же, коэффициент ПР (прерывистой работы), определяемый отношением длительности единичного эпизода непрерывной работы под нагрузкой к продолжительности одного полного цикла сварки, который не допускается превышать свыше 5 мин. Показатель ПВ (или ПР), равный 100%, указывает на непрерывное горение дуги в течение всех отведенных 5 мин. ПВ 60% определяет 3 минуты непрерывного горения дуги, перерывы в горении дуги составят 2 минуты. Для самоделок-«сварочников» ПВ не превышает 20-30%, у заводских моделей ПВ составляет 40-65%. Показателем ПВ пользуются для выбора максимально допустимой силы тока для сварки – чем больше ПВ, тем меньше времени остается на перерывы для смены электродов и остывания обмоток, значит, меньшую величину максимального тока можно применять;
- Номинальный сварочный ток I2 – показатель номинального сварочного тока для длительной нагрузки (ПВ 100%). У сварочных аппаратов бытового назначения номинальный ток составляет 160-200 А, в производственных аппаратах ток составляет 500-2000 А;
- Пределы регулировки тока, определяющие разброс силы тока при работе электродами различных диаметров. Излишне завышенный сварочный ток приведет к прогару свариваемого металла, а при чересчур маленьком токе металл даже не расплавится. В самодельных «сварочниках» ступени регулировки определены в диапазоне от 50 до 200 А, в приборах промышленного назначения диапазоны регулировки шире — встречаются 150-700 А, но выпускаются и гиганты 800-2200 А;
- Рабочее напряжение, обуславливающее стабильное горение сварочной дуги. Параметр рабочего напряжения, составляющий для большинства аппаратов 30-60 В, учитывается при обеспечении качественной сварки деталей. Для тонколистовых заготовок достаточно более низкого напряжения, чем для сварки толстолистовых деталей;
- Нередко производители указывают величину напряжения холостого хода U20 на вторичке. Данный параметр характеризует легкость возбуждения дуги. Все-таки, при более высоком U20 дуга возбуждается легче, чем при пониженном вольтаже. Величину U20 желательно устанавливать выше 40 вольт, но требования безопасности работы со сварочным трансформатором ограничивают верхний порог вольтажа холостого хода 80 В;
- Коэффициент мощности, равный отношению активной мощности, расходуемой на совершение работы, к полной мощности прибора. Нередко коэффициент мощности обозначают (cos ф),поскольку он показывает, на сколько сдвинуты по фазе переменный ток, проходящий через нагрузку, и приложенное к ней напряжение. Для сварочных трансформаторов коэффициент мощности, он же cos ф, составляет 0,5-0,66.
Достоинства и недостатки сварочных трансформаторов
Неоспоримым преимуществом преобразователей напряжения под сварку является их простота, обеспечивающая высокую ремонтопригодность изделия. «Сварочники» неприхотливы к условиям эксплуатации в самых тяжелых условиях.
Из недостатков отмечаются следующие факторы:
- Затруднения инициации дуги и последующего поддержания ее стабильности;
- Наличие непроваров, приводящих к дефектам сварных швов;
- Зависимость качества работ от размеров и материала электродов;
- Залипания электродов заставляют прерывать рабочий процесс, что существенно снижает производительность;
- Зависимость аппаратуры от перепадов сетевого напряжения.
Качество работ с использованием сварочных трансформаторов напрямую зависит от уровня квалификации сварщика. Перечисленные недостатки практически не наблюдаются в работе опытного исполнителя.